2024-07-03
Vies blijven tijdens het afdrukproces is een veel voorkomend probleem, maar het is een complex en systematisch probleem. Vies blijven tijdens het afdrukken is gerelateerd aan de kwaliteit van de afdrukplaat, de status van de drukmachine, het afdrukproces, het substraat, de inkt en het platensmeermiddel. Vies blijven tijdens het afdrukken heeft rechtstreeks invloed op de kwaliteit van het gedrukte product, waardoor verspilling wordt veroorzaakt en de werkefficiëntie van gebruikers wordt verminderd. Vooral het doelwit van Purple Laser CTP -platen is voornamelijk kranten, en het afdrukken en publiceren van kranten heeft extreem hoge vereisten voor werkefficiëntie. Daarom kan het nauwkeurig bepalen van de oorzaak van het afdrukken van vuil en het nemen van overeenkomstige maatregelen om dit te vermijden of op te lossen, ervoor zorgen dat de efficiënte voortgang van het afdrukproces wordt.
Dit artikel introduceert de Purple Laser CTP-plaat en het nabewerkingsproces van de plaat. Vervolgens analyseert het uit de kwaliteit van de plaat en het blootstellings- en ontwikkelingsproces de mogelijke redenen en oplossingen voor vuile printen met behulp van paarse laserplaten.
1. Purple laser CTP -plaatmateriaal
Paars laser CTP -plaatmateriaal is een negatief patroonplaatmateriaal dat fotopolymerisatie gebruikt als het beeldmechanisme. De plaatapparatuur is een CTP-plaatmachine die een 405 nm golflengte paarse laserdiode als lichtbron gebruikt. Vergeleken met de PS- en thermische CTP -versies, heeft de Purple Laser CTP -versie een hogere gevoeligheid en moet het handmatig worden bediend in een veilig licht (barnsteenlicht) omgeving. Het is verboden om het onder witte lichtomstandigheden te gebruiken.
Na te zijn blootgesteld aan een 405 nm golflengte laser, ondergaat de lichtgevoelige laag in het blootgestelde gebied van de Purple Laser CTP -plaat een polymerisatiereactie en stolpt. Het verandert van gemakkelijk oplosbaar naar onoplosbaar in de speciale ontwikkelingsoplossing voor de paarse laserplaat (hierna aangeduid als de ontwikkelingsoplossing). Het niet -blootgestelde gebied wordt verwijderd na de ontwikkeling van de ontwikkeling en vormt een leeg gebied van de drukplaat. Het blootgestelde gebied stolt en blijft en vormt een afdrukafbeelding en tekstgebied. Het schematische diagram van zijn plaatproces en het principe van het plaatvorming wordt weergegeven in figuur 1: 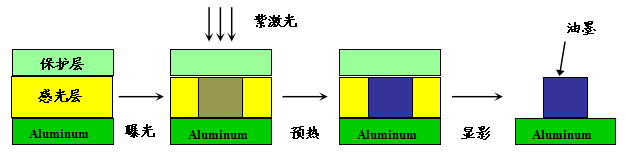
Figuur 1 Schematisch diagram van fotopolymerisatie CTP -plaat maken
Tijdens het blootstellingsfase absorbeert de sensibiliserende kleurstof in de lichtgevoelige laag laserergie, waardoor moleculen overstappen van de grondtoestand naar de geëxciteerde toestand. Door energie- of elektronenoverdracht is de initiatorgevoelig en ontbonden om vrije radicalen te produceren, waardoor polymerisatie en stolling van de actieve groepen in de coating worden geactiveerd. Zuurstof heeft een sterk remmend effect op polymerisatiereacties. Om een hoge polymerisatie -efficiëntie van de lichtgevoelige laag te handhaven, is daarom een beschermende laag gecoat op het oppervlak van de plaat om zuurstof te isoleren.
Het ontwikkelingsproces van het plaatmateriaal na blootstelling door de plaatmachine wordt weergegeven in figuur 2:
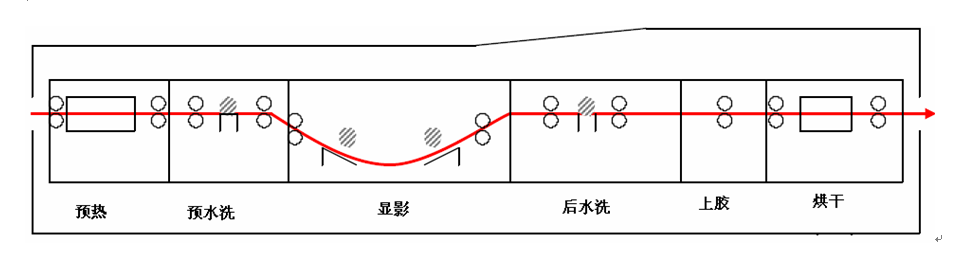
Figuur 2 Fotopolymerisatie CTP -plaat maken en ontwikkelingsproces
Zoals getoond in figuur 2, stolt het vooraf drogen verder de uitgeharde coating (afbeelding en tekstgebied) na blootstelling onder omstandigheden op hoge temperatuur, waardoor het oplossingcontrast tussen de afbeelding en tekstgebieden wordt verhoogd en de sterkte en printweerstand van de afbeelding en tekstgebieden wordt verbeterd.
Het doel van voorwassen is om de in water oplosbare zuurstofbarrièrelaag op het oppervlak van de paarse laser CTP-plaat te verwijderen vóór de ontwikkeling. De waterdruk en de hoeveelheid pre-washing spray moeten ervoor zorgen dat de beschermende laag volledig kan worden verwijderd om te voorkomen dat het volgende ontwikkelingsproces wordt beïnvloed (de resterende beschermende laag zal de penetratie van de ontwikkelingsoplossing in de lichtgevoelige laag beïnvloeden).
De ontwikkelaar verwijdert niet-opgeloste gebieden in de ontwikkelaaroplossing via een ontwikkelaarsborstel, waardoor een afbeelding wordt geproduceerd.
Na het wassen is het reinigen van de afdrukplaat die uit de ontwikkelingstank komt om ervoor te zorgen dat de lay -out schoon is en vrij is van resterende ontwikkelaar.
Het uiteindelijke lijmen heeft twee functies: om de hydrofiliciteit van de basis te handhaven en oxidatie en vuilheid van de basis te voorkomen om het alkalineresten in de lay -out te neutraliseren om het continue effect op de grafische en tekstgebieden te voorkomen, waardoor veranderingen in de afdrukweerstand worden veroorzaakt.
Het afdrukken is vies vanwege de kwaliteit van de 2 platen
Het probleem van vuilheid tijdens het afdrukproces wordt soms veroorzaakt door problemen met de kwaliteit van het plaatmateriaal, voornamelijk gemanifesteerd als substraatbehandeling en defecten in de lichtgevoelige laag.
2.1 Basisverwerking
De Purple Laser CTP -plaat bestaat uit een aluminium plaatbasis, een lichtgevoelige laag en een beschermende laag. Voordat de lichtgevoelige lijm op de plaat wordt aangebracht, moet de aluminiumplaat voorbehandeling ondergaan, voornamelijk inclusief drie stappen: elektrolytisch schuren, anodiseren en gatafdichting.
(1) elektrolytisch en orde
Het doel van elektrolyse is om een zandgaas te vormen op een gladde aluminiumplaat, zodat de grafische en tekstuele delen van de drukplaat een goede adsorptie -foundation hebben, en de niet -trafische en tekstuele onderdelen kunnen uniform worden bevochtigd door water, waardoor een gesloten waterfilmlaag wordt gevormd.
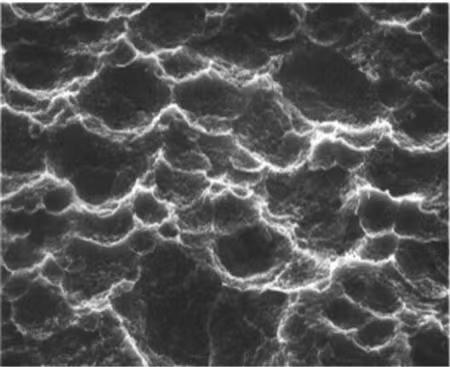
Figuur 3 Morfologie van zand onder een elektronenmicroscoop
Zoals getoond in figuur 3, is de zandlaag van de aluminiumplaat samengesteld uit talloze bolle pieken en concave valleien, en de bovenste vorm van de zandbol is over het algemeen glad en meestal op hetzelfde vlak; De concave valleien van de zandvolgorde zijn dieper en van de valleien bevinden zich ook op hetzelfde vlak. De zijwanden van piek naar vallei zijn relatief steil. Met deze structuur kan de lay -out voldoende vocht opslaan en de lege delen van de drukplaat zijn niet gemakkelijk vuil tijdens het afdrukken. Als de bolle pieken te hoog zijn, zijn de concave valleien te diep en zijn de zijwanden te steil, het is niet gemakkelijk om de lichtgevoelige lijm gelijkmatig te coaten. Na blootstelling en ontwikkeling van CTP -platen zijn de uitstekende pieken van het zandmesh vaak moeilijk te inkt vanwege het ontbreken van een lichtgevoelige laagdekking. Zelfs als de pieken met hoog zandgaas voldoende lichtgevoelige laagdekking hebben, zullen ze snel worden gedragen door de rubberen doekroller, waterroller en landrol, waardoor drukfouten in de "patroonplaat" worden veroorzaakt. De verzonken vallei kan echter onvolledige ontwikkeling veroorzaken omdat het te diep is, waardoor de lichtgevoelige hars in het blanco gebied van de drukplaat achterblijft, wat resulteert in vuil op de plaat tijdens het afdrukken.
Een afdrukplaat met een ideale zandgaasstatus, wanneer op de machine wordt afgedrukt, bevat voldoende plaatsmeermiddel, wordt niet gemakkelijk vies, heeft een goede reproduceerbaarheid en heeft een hoge drukweerstand. Volgens de informatie, om de normale overdracht van offset -inkt te waarborgen, moet de wateropslagcapaciteit van de drukplaat worden gehandhaafd op 1,25 ml/m2. Om een dergelijke wateropslagcapaciteit te behouden, moet de afstand tussen aangrenzende zandkorrels op de drukplaat op ongeveer 3UM worden gehandhaafd. Als de afstand tussen aangrenzende zandkorrels groter is dan 3UM, zijn de zandkorrels op de drukplaat relatief grof. Hoewel de wateropslagcapaciteit hoog is, wordt het water op de drukplaat weggelaten door de snelle lopende rubberen trommel, waardoor de wateropslagcapaciteit van de drukplaat wordt verminderd en vuil op het lege gebied van de drukplaat wordt veroorzaakt.
(2) anodisatie
Het doel van anodiseren is het genereren van een AI2O3 -filmlaag op het oppervlak van het aluminiumplaatsubstraat, het verbeteren van de drukweerstand van de plaat en de hydrofiliciteit van de niet -trafische delen. Hoe dikker de oxidefilm, hoe sterker zijn slijtvastheid. Als de dikte van de oxidefilmlaag echter toeneemt, zal de elasticiteit van de filmlaag afnemen en zal de stijfheid toenemen, waardoor de filmlaag bros en gevoelig is voor barsten tijdens het afdrukken van snelle speed, wat resulteert in vuile printplaten. Als de oxidefilm te dun is, zal de slijtvastheid afnemen. Tijdens het afdrukproces zijn zanddeeltjes vatbaar voor slijtage en veroorzaken een afname van de waterbehoud van het lege deel van de drukplaat en resulteert in vuile printen.
(3) Afdichtingsgaten
Na elektrolytische behandeling zullen er uniforme en diepe zanddeeltjes op de plaatbasis zijn. Als op dit moment een lichtgevoelige lijm direct wordt toegepast, zal het plaatoppervlak de lichtgevoelige lijm te stevig adsorberen, en de lichtgevoelige laag kan niet volledig worden losgemaakt na de ontwikkeling, waardoor de niet -trafische en tekstuele delen van de drukplaat oleofiel en gevoelig zijn om vuil te worden tijdens het drukken. Daarom moet de afdichtingbehandeling worden uitgevoerd om de gevoeligheid van zanddeeltjes te verminderen.
Afdichtbehandeling verwijst naar het gebruik van de afdichtingsoplossing om de microporiën op het aluminiumsubstraat te vullen voordat de lichtgevoelige vloeistof wordt aangebracht. De belangrijkste factoren die de afdichting beïnvloeden, zijn het afdichtingsproces, de waterkwaliteit, de concentratie, de temperatuur en de afdichtingstijd van de afdichtingsoplossing. Onvoldoende of overmatige afdichting van gaten zal een ernstige impact hebben op de afdruk geschiktheid van het plaatmateriaal. De hoge concentratie en temperatuur van de afdichtingsoplossing in de afdichtingstank zijn bevorderlijk voor het afdichten van de gaten. Het overeenkomstige CTP -plaatmateriaal wordt blootgesteld en ontwikkeld en de grond is schoon. Het is niet eenvoudig om "vuil" te produceren tijdens het afdrukken, maar de drukweerstand is laag. Integendeel, onvoldoende gatafdichting kan gemakkelijk een ernstige "bodemresidu" van de plaatbasis, wat resulteert in vuile printproblemen.
2.2 Gehechtingslaag
In het productieproces van paarse laserplaten is er een hoge vereiste voor de netheid van de productieomgeving. Als er gesuspendeerde deeltjes zoals stof in de lucht zijn, zullen ze blauwe vlekken op de plaat maken die tijdens de coating worden geadsorbeerd. Zodra de plaat op de machine is gemonteerd, vormt deze point-achtig vuil op het lege deel van de plaat.
Vanwege de hoge gevoeligheid van de lichtgevoelige laag vereisen Purple Laser CTP -platen strikte transport-, opslag- en gebruiksomstandigheden en hebben ze een bepaalde houdbaarheid. Het moet bijvoorbeeld in een verzegelde verpakkingsdoos worden geplaatst vóór blootstelling, in een droge en koele omgeving, en kan alleen worden geopend onder veilig licht. De houdbaarheid van het plaatmateriaal is over het algemeen ongeveer een jaar. Als het fruitplaatmateriaal de houdbaarheid overschrijdt of per ongeluk het CTP -plaatmateriaal blootstelt zonder te worden gedetecteerd, wordt de hydrofiliciteit van het lege deel van de plaat na het maken en ontwikkeling van plaat aangetast of er is een coatingresten op het lege deel, waardoor de plaat vies is na het afdrukken van machines. Daarom moet het transport, de opslag en het gebruik van Purple Laser CTP -platen strikt worden bediend door standaardvereisten. Voor volledig automatische bordlaadapparatuur moet aandacht worden besteed aan het controleren van de lichtvermijding van de apparatuur.
Vies afdrukken veroorzaakt door het ontwikkelingsproces van 3 platen
Het ontwikkelingsproces van de Purple Laser CTP -plaat is anders dan dat van de PS -plaat en de thermoseursieve CTP -plaat. Het ontwikkelingsproces is verdeeld in de volgende stappen:
Blootstelling → Voorverwarming → Water wassen → Ontwikkeling → Water wassen → lijmen → afdrukplaat
Elke stap in het ontwikkelingsproces heeft invloed op de verwerkte drukplaat.
3.1 Voorverwarming
Voorverwarmen (vooraf drogen) stolt verder de uitgeharde coating (afbeelding en tekstgebied) na blootstelling onder omstandigheden bij hoge temperatuur, waardoor het oplossingcontrast tussen het beeld- en tekstgebieden wordt verhoogd en de sterkte en weerstand van het beeld- en tekstgebieden wordt verbeterd. Op dit moment zullen de fabrikanten van Purple Laser CTP -platen op de markt overeenkomstige voorverwarmingstemperatuurvereisten naar voren brengen. De aanbevolen voorverwarmingstemperatuur voor Huaguang PPVS Purple Laser CTP-platen is bijvoorbeeld 99-110 ℃. Als de temperatuur te laag is, wordt de afdrukweerstand van de geproduceerde plaat beïnvloed. Als de temperatuur te hoog is, veroorzaakt dit een lokaal vasthouden van de plaat, wat zal resulteren in lokaal vuil of donker worden van de plaat na installatie, zoals weergegeven in figuur 4.
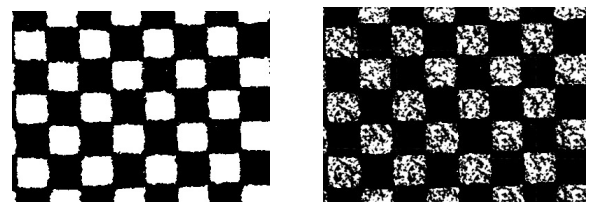
A. Normale tak b. Pasta van de hoge temperatuurpasta
Figuur 4: Overmatige voorverwarmingstemperatuur waardoor plaatstokken worden veroorzaakt
3.2 Ontwikkeling
De paarse laser CTP-plaat is een negatief beeldplaatmateriaal van het fotopolymerisatie-type. De ontwikkeling tijdens naverwerking wordt voornamelijk beïnvloed door factoren zoals de pH-waarde, temperatuur, ontwikkelingstijd en druk van de ontwikkelingsborstel van de ontwikkelingsoplossing. Tijdens het ontwikkelingsproces kan de lage pH -waarde van de ontwikkelingsoplossing, lage temperatuur van de ontwikkelingsoplossing, korte ontwikkelingstijd en een te kleine druk van de ontwikkelingsborstel allemaal tot onvoldoende ontwikkeling, wat resulteert in onvolledige verwijdering van lichtgevoelige lijm in de niet -beeld- en tekstgebieden, en waardoor de afdrukplaat vuil wordt.
(1) Het is om een ontwikkelingsoplossing te gebruiken die overeenkomt met het plaatmateriaal om het ontwikkelingseffect te bereiken. Tijdens het gebruik moet de hoeveelheid aanvullende oplossing redelijkerwijs worden ingesteld volgens de vereisten, en de ontwikkelaar moet onmiddellijk worden vervangen volgens de ontwikkelingscapaciteit en de levensduur van de oplossing om veroudering en pH -daling te voorkomen, de ontwikkelingseffectiviteit van de ontwikkelaar te behouden en de ontwikkelingskwaliteit te waarborgen. Als de pH -waarde te laag is, kan dit na de ontwikkeling een "achtergrond" veroorzaken en kan de drukplaat vies worden nadat hij op de machine is geplaatst.
(2) De ontwikkelingstemperatuur en ontwikkelingstijd van het plaatmateriaal moeten binnen een bepaald bereik worden geregeld, omdat naarmate de temperatuur van de ontwikkelingsoplossing daalt, de ontwikkelingsprestaties van de ontwikkelingsoplossing ook aanzienlijk afnemen en het vermogen om de lichtgevoelige laag op te lossen, resulteert in onvoldoende ontwikkeling. Als de ontwikkelingstijd te kort is, kan dit ook onvoldoende ontwikkeling veroorzaken, wat resulteert in een normale toename van het percentage stippen in de grafische en tekstonderdelen, en zelfs waardoor de lichtgevoelige laag in het blanco deel blijft, waardoor het lege deel vuil wordt; Als de temperatuur echter te hoog is en de ontwikkelingstijd te lang is, zal dit ervoor zorgen dat het blootgestelde beeld en de tekst oplossen, wat resulteert in het verlies van fijne stippen en een afname van DOT -herstel- en afdrukweerstand. Bovendien zullen hogere ontwikkelingstemperaturen de hydrofiele laag van de drukplaat corroderen en de hydrofiliciteit beïnvloeden, waardoor het vat wordt om vies te worden tijdens de werking.
(3) De Purple Laser CTP -plaat moet tijdens het ontwikkelingsproces met een borstel worden weggevaagd om het ontwikkelingseffect te verbeteren en de druk van de borstel op de plaat beïnvloedt direct het ontwikkelingseffect. Als de borsteldruk te klein is, kan dit een onvolledige verwijdering van de lichtgevoelige laag in het lege deel van de plaat veroorzaken, wat resulteert in afdrukken van vuil.
(4) Het onderhoud en onderhoud van de ontwikkelaar is erg belangrijk, vooral aandacht besteed aan het regelmatig reinigen van het residu in de tank en op de buiswand. Als er teveel vuil is, kan oxaalzuur worden gemengd met water om het te verwijderen. Tegelijkertijd moet de borstelroller ook worden geïnspecteerd en gereinigd. Als het ernstig wordt gedragen, moet het onmiddellijk worden vervangen. Bovendien is het noodzakelijk om het circulatiesysteem regelmatig te controleren, het ontwikkelaarsfilterelement onmiddellijk te vervangen en aandacht te besteden aan de vraag of er fouten zijn tussen de werkelijke waarden en instellingen van de temperatuur en tijd van de ontwikkelaar.
3.3 Na wassen met water
Omdat de ontwikkelingsoplossing die wordt gebruikt in de Purple Laser CTP -versie voornamelijk bestaat uit oppervlakteactieve stoffen, vergeleken met gewone positieve PS en thermosensitieve versies, is de lay -out meer vatbaar voor vuil door resterende oppervlakteactieve stoffen. Adequate waterdruk en de hoeveelheid water kan de resterende oppervlakteactieve stoffen grondig uit de plaat verwijderen, waardoor vuil op het plaatmateriaal wordt vermeden.
3.4 Beschermende lijm
De twee functies van het lijmen van rug zijn om alkalineresten in de lay -out te neutraliseren en hun continue impact op de grafische en tekstgebieden te vermijden, wat resulteert in veranderingen in de drukweerstand; Houd de hydrofiliciteit van het substraat te behouden om oxidatie en vuilheid te voorkomen. Zorg ervoor dat je de lijmrol schoon houdt tijdens het lijmproces, anders kan de drukplaat vies zijn.
Onjuiste toepassing van beschermende lijm kan ook vuil op de drukplaat veroorzaken. Als een lage lijmconcentratie wordt gebruikt tijdens het lijmen, is de hoeveelheid beschermende lijm die wordt toegepast niet voldoende om de drukplaat echt te beschermen, wat resulteert in oxidatiereacties in niet -beeldonderdelen, of overmatig vochtverlies in de zandlaag van de drukplaat, slecht waterbehoud en vuile drukplaat. Als de beschermende lijm ongelijkmatig, dikke, dunne en soms duidelijke, dunne en soms duidelijke lijmkanalen wordt aangebracht, kan deze vuil op de drukplaat veroorzaken. Dus de hoeveelheid beschermende lijm moet geschikt zijn en zelfs om de drukplaat echt te beschermen.
3.5 Revisie
Het paarse laser CTP -plaatmateriaal kan worden gebruikt om de resterende coating of vlekken op de plaat te repareren met een plaatreparatiepen. Het wordt aanbevolen om de basislijn CTP-1000 revisiepen of de revisiepen te gebruiken die door de plaatfabrikant wordt aanbevolen.
Herziening moet worden gedaan nadat de lay -out droog is. Na revisie moet de revisieoplossing onmiddellijk schoon worden geveegd. Als de revisieoplossing te lang op de basis blijft, zal de hydrofiele laag in het blanco gebied worden beschadigd, waardoor vuil op het revisiegebied wordt veroorzaakt. Wanneer u de reparatieoplossing afveegt, moet u ervoor zorgen dat u deze niet naar andere delen van de lay -out brengt om de resterende reparatieoplossing en schade aan de hydrofiele laag te voorkomen. Na de herziening moet de bescherming van de beschermende onmiddellijk op het revisiegebied worden toegepast.
4 Conclusie
De bovenstaande analyseert de mogelijke oorzaken van het afdrukken van vuilheid van de kwaliteit van paarse laser CTP -platen, plaatontwikkeling en afdrukproces. In praktische toepassingen, als vuilheid optreedt, zijn alleen geleidelijk onderzoek en zorgvuldige analyse nodig om de oorzaak van vuilheid snel te vinden en op te lossen, de werkefficiëntie te verbeteren.
Neem contact met ons op
HOUDEN In contact komen
Mobiele QR -code
Producten
Contactgegevens
No.77, Shengtai Road, Hailing District, Taizhou City, Jiangsu
+86 13961040488+86 19852223565
+86 523 86969522
Auteursrecht © door Jiangsu Lecai Printing Materials Co., Ltd. Rechten voorbehouden.Aangepaste digitale offset -printplaten fabrikanten
")
")
")
")

